

As you’ve previously read here, BMW has announced the new 2nd generation MINI Cooper, coded the R56. I’m sure MINI fans and car enthusiasts alike are curious to find out more about BMW’s new take on the iconic little car that has charmed the hearts of generations, but do you want to know where the MINI Cooper is made? Read about the MINI’s new triangle of production here, check out my first hand report after the jump.

BMW’s new 2nd generation R56 MINI Cooper is produced in what BMW calls the MINI production triangle. This is because geographically, the three plants involved in the production of the new MINI look like the three points of a triangle on a map. The top of the triangle is the Hams Hall plant, while the two other plants are the Oxford plant on the bottom right and the Swindon plant on the bottom left – well, sort of anyway. Not really a perfect triangle.
The Ham’s Hall plant builds BMW’s straight-four petrol engines in capacities of 1.6 litres to 2.0 litres. While previously the MINI Cooper engine was sourced from a joint venture with Chrysler in Brazil, the new engine was developed through a joint venture with PSA Peugoet Citroen. It remains a 1.6 litre engine, but the S variant now gains it’s additional power through turbocharging instead of supercharging. So the Ham’s Hall plant received a 30 million pound investment to expand the production to include BMW’s new PSA JV 1.6 litre engines.
Plant Swindon is where the body pressing and sub-assembly manufacturing is done. Body pressings that are done here grew from the bonnets, doors, side panels and rear panels, to now include all the body shell sub-assembly work, of which after completion is delivered to Plant Oxford where final assembly is done. The Swindon plant makes 280 of the 350 different pressed parts for the R56 MINI Cooper.
Plant Oxford is the body shell, paint shop and final assembly plant, where the MINI Cooper is actually put together and tested. This is the plant I visited, and it looked pretty impressive to me. A mixture of robotics and hand assembly. Interestingly, the assembly management is required to come up with 4 ideas annually for the improvement of the assembly process, this ensures the plant’s production improves from year to year. For the moment, both the first generation MINI Cooper and the second generation MINI Cooper R56 are being produced at the plant on the same assembly line. When the old MINI Cooper is phased out, the old Cabriolet model will still be produced as the 2nd generation R56 MINI doesn’t have a Cabriolet yet. The plant works in 3 shifts, 20 hours a day, which means probably there are 2 hour breaks in between shifts. Shift times can be adjusted within 25% ranges of each other.
The final assembly plant is capable of producing MINI Coopers in an extremely vast amount of configurations – the possible variations are said to be in the thousands of trillions! Crazy, I know. For starters, there are already 4 body types, which are left hand drive with sunroof, left hand drive without sunroof, right hand drive with sunroof, and right hand drive without sunroof. Then you also have two engine options. Multiply all of that with all the other customisation features – 372 for interior and 319 for exterior – you’ll see how it can reach such a high number. It’s said that it’s very unlikely for two identical MINIs to roll off the production line within the same production year. MINIs are built to order, and once you’ve ordered your MINI, you can actually still change your configuration within 7 days of the day the car is expected to roll off the production line.
In total, the MINI Production Triangle employs 6,350 people, which is expected to increase to nearly 6,800 people when production is hiked to 240,000 cars a year from 200,000 cars a year – 1000 people in Hams Hall, about 4700 in Oxford and 1100 in Swindon. The location of suppliers is also cruicial, several suppliers have actually moved operations to within an hour of the plants they are supplying to, as MINI production is very time crucial – orders always exceed production capacity.

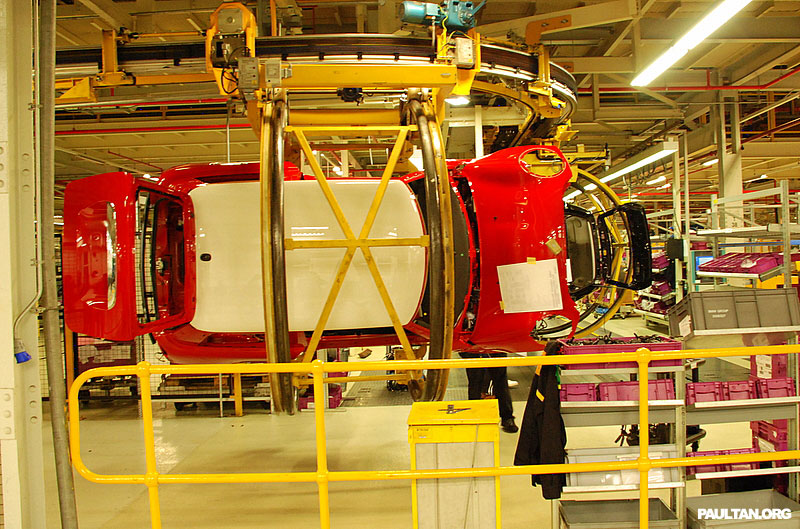
Empty bodyshell being carried around the production lines.
The machines can turn the MINI bodyshell around, facilitating an easier working environment.

White body, and black roof. Things like roof, body, and stripe colour can be fully customised by the customer.

Here, the production workers, or as MINI calls them, associates, are fixing the dashboard assembly into the car.

Looks like some wiring work.

This one’s got a blue body and a white roof.

In this phase, the entire engine which is pre-mounted on a sub-assembly inserted into the engine bay from the bottom via robotics. This is right before the engine is put in. I didn’t manage to get a clear shot of the engine actually going into the engine bay.

The MINI Cooper engine.

These are new second generation MINI parts, notice the single frame front grille instead of the previous MINI’s grille being split into two, most of it between the headlamps and a bit on the bumper, with a stirp of bumper body in between it.

Almost done! This is the first generation new MINI.

…and this is the 2nd generation one! Both new and old MINIs are assembled on the same production line.

The old cabriolet will still be on sale until the new 2nd generation MINI Cooper Cabriolet is developed.

MINIs parked, waiting for testing.

This is the new R56 MINI Cooper S, looks nice in blue with white rims.

A first gen MINI in front, with a blue 2nd gen MINI behind it. Notice the difference in the grille and bumper design? Of course, that’s not all that’s different – the new R56 is a completely new car – new chassis and new engine, with different dimensions and a slightly different shape.

This is some kind of exhaust sound test.

Looks GREAT in yellow too.

At the end of the production line when assembly is complete, the car is started and driven off to a parking area.

Finished MINIs, waiting to be started.

Hope you enjoyed the photos. After the plant visit, we watched an interesting fashion show – a blog post and photos on that coming up soon! Cheers!
Looking to sell your car? Sell it with Carro.






























The Mini plant looks as advanced as the Proton Tanjung Malim Plant. However, there are building more advance vehicle than Proton. Mini is a nice car but too expensive over here.
coz of high quality or….tax…..?…..modify old mini cooper……
I flew 13 hours or so to get to the Oxford plant, let's not waste my efforts by turning this into a "bash Tanjung Malim plant" thread okay?
Agree with Paul, let's just enjoy the beauty of this plant k? anyway, so envy of paul getting the chance to fly there n visit that plant.. cool~~
Hey Paul, didn't know you actually went there, no wonder the updates on your page was little. Anyways, it's good that you actually went for the tour. Did you paid for it ? LOL. The plant is so lively, you'll see every MINI made into shape and it's just like those old mini's on how they were produced and rolled out of England. So Awesome
Good Job Paul, Nice photos too.
Who paid for your trip? How much?
When is the next trip? I wanna to go there too. :P
Paul,,
envy u……
anyway.. many tks for yr nice photo…..
good luck,,,
Dear Paul,
Are you implying that I started a bad comment on the TGM plant or simply informing others that they should not do so. I definitely appreciate your efforts but the way you commented is not very clear especially since it is after my previous posting.
Tracks, not you. There was another comment which I deleted so it was just a general note.
nice MINI!!! would like to have one if not about the higher tax imposed to us.
Dear Paul, thanks for the clarification. Something I noted in one of the pictures. The workers weren't wearing helmets when they are working on car suspended at head level. If I am not mistaken, back here in TGM it is compulsory to wear one while doing so to avoid any accidental injuries.
Wow, they let you take camera and photos in the plant… nice…
yeahh… not wearing safety helmets even with large objects hanging overhead.. big No No..
Nice plant though, wouldn't mind working there..
Hey I think Honda also have a factory in Swindon right. Paul, didn't you get to there as well?
Is Swindon something like Proton City?
well if you want to buy me something from europe, remember that i like Walkers' Salt and Vinegar crisps thanks :P
Nice pictures, thanks Paul! Wish I could be there too!I was really surprised at the number of variants for the MINI, I thought they all looked alike; i must be more observant from now on hehe.
wouldnt it be nice if our car have this kind of variants. life is more colourful..
my almost dream car. but cant afford it right now. Actually this mini is not so small as kelisa nor kancil. It's bigger near Getz, or at least savvy size. But the width is more.
BTW Paul, you've done a good job.
Ermm.. i spotted something, closeup the workers.. not about the helmet. There's workers (some of them) look not soo Briton, Negro or any european face look like.
Because my friends living in UK the said, most of the labour worker's are Foreign Worker. From India, bangla :D immigrant from china, taiwan etc.. Am I?
does anyone know the actual cost of mini cooper?
without the tax in malaysia la…
Wow!! They're gonna push it up to 240k cars a year – that's 240k different customized orders.. it's amazing how they coordinate which part goes into what car… Good job Paul, keep it up… Another plant u should pay a visit is the VW glass factory :)
MINIs are nice cars
Paul,
Great pictures.. I bet that the view of CBU Mini's parked at the motorpool must have been very impressive indeed? Is there any Mini Museum located in the plant? Any sight of the John Cooper's race-winning Mini?
I've had the chance to visit Jaguar's historic but now closed-down Brown's Lane Plant in Coventry during my time there a few years ago.. Smashing.. Jaguar re-employed the retired workers and made them the tour guides.. They were able to say what this spot used to be, what that spot used to be..
why don't they make everything at one place? save cost of transporting components from different areas.
Negro? Which era are you living in, bmpower?
Wow you have good contacts! Did you go there solely to see cars and on work or are you there for leisure? If you mind saying, that is..
Great Photos by the way. I wish I was there!
Should have mentioned that yu were coming to the UK paul, could have organised a tour for the Lotus Factory as well. Probably next time then.
Paul Tan, just to check with you and hope to get your reply.
What I remembered is the Swindon plant originaly is own by Rover. In earlier of 1990s, Honda owned 20% of Rover before take over by BMW. As part of Honda sell-off of Rover share, they got the Swindon assembly plant from Rover to assemble their Honda car. After BMW sell-off Rover share some time ago, they got the MINI badge ownership from Rover.
Or is that the plant own by MINI is different from the plant belong to Honda but both located in Swindon?
kevyeoh said,
"does anyone know the actual cost of mini cooper?
without the tax in malaysia la…"
Malysian customs CBU list price…
Mini One – 55,566
Mini Cooper – 64,662
Mini Cooper Cabrio – 71,446
Mini Cooper S – 80,296
Mini Cooper S Cabrio – 87,866
Ohh..crap. Why are you guys comparing a foreign plant with Tanjung Malim and stuffs like safety helmets and things like that. You are spoiling the mood over here. Lets enjoy the beauty of it instead of comparing proton to other cars. No where near it….yet.
The cars are so securely fastened, there won't be any chance of accident.
They are not working directly under the car!
Even so, what is important is their attitude, knowing what is right and what's not.
Please don't contaminate the essence of this assembly plant.
Dear DooDoo, funny how mad you got about the comment regarding the safety helmets. Accident is an event that is unexpected or undesirable and therefore, not planned. No doubt the cars are reasonably secured but the are suspended at head level on rails if you had failed to notice. Guess what, they are actually moving along the rails. If you have expected the cars to fall onto the worker, it is unlikely that the helmet would much of a help anyway.
Picture this, the worker accidently dropped some components on the floor and bend down to pick it up. The cars was moving along the rails and he failed to noticed that it is above his head now because he is preoccupied. He stand up hitting his head on to the cars but escapes with minor injuries. Therefore, the purpose of the helmet is actually to prevent the workers head from accidentally knocking into an moving object.
For your info, modern cars have both active and passive safety features. Active safety involves its ability to avoid an accident and passive safety involves its ability to minimize the damages to the occupants in the event of a collision. Just to share some general safety with you to help you better understand my concern.
The factory is great no doubt but not without any flaws.
don't ever mention the PtrooN.
Wasting your time.
enuff of the OSHA lecture here please…. bro. lu cool kan.. jgn mare aa..
MINI can custom-made? i am sure many ppl don't realise that. of course i'm included.
if only.. all car sellers in M'sia (e.g. Tan Chong, Naza, C&C) give its customer option to customise car they buy (even if sikit-sikit pun)… sure meriah jalanraya kita. imagine during Raya ..all cars on the road not identical.
Best la sikit!
mini is stand alone model just like the bug (beetle) . so much variant to play on this single model makes it interesting, anyway it yes appealing and like the beetle still maintain its old silouette. its a head tutner. can get it at a ceaper entry price with plastic rim cover to a fully souped up model ,latest is the turbo,
what bother me a bit is that the bmw try to impose its M3ish to the lower part of the bumper(new mini) to say that im germans now,is to be out of place may be, perhaps theres a brits way to show this massive a intake, just to keep mini as if its made in the uk.
Tracks, I've been on courses 'bout safety and stuffs, and you know what, if the helmets are not neccessary, then the heck with it. I've visited factories in US and they aren't wearing helmets too. Boo Hoo..sue them!! Yeah, you banged your head if you dropped something, why not , if you drop something, you find a 100 dollar note, or you phone rang and it exploded. Why don't you wear safety boots, ball guards etc.
Actually, I'm just got freaking tired of this "Potong Saka" stuff! No more please!!!
Hahaha…bad grammer!
thats one freakin' clean factory…
that is AWESOME!
paul, did u do test drives there?
doodoo, maybe you should do a bit more research on tanjung malim plant before making any comments. proton cars aside, i'm pretty sure the tanjung malim plant is a more modern facility compared to what mini has. Why do you think VW are so desperate to get their hands on it? The point is, if you produce a problem product in the best plant in the world, the product will still come out problematic.
Dear DooDoo, I am analysing the most likely potential of cause of an injury that could occur at particular station in that plant. The cars would always be travelling above the workers head therefore the risk is always there. Your examples of "why not , if you drop something, you find a 100 dollar note, or you phone rang and it exploded" is totally ridiculous because 100 dollar note and exploding phones are not readily available as compared to the high numbers of components available in the factory. When you commented "I’ve visited factories in US and they aren’t wearing helmets too", are those factories similar in terms of its production facilities where by they have a big object suspended at head level travelling on rails. Please clarify because your description is very vague.
For your info again, there are states in the US where by the law doesn't require the use of a helmet while riding a motorcycle even global research results indicated that wearing a helmet decreases the risk of injury to the head in the event of an accidient. Some cars are not even permitted to enter certain states because it does not comply to its emission regulation. In the US, regulation and laws varries form one state to another. Therefore, please don't PANDANG TINGGI SANGAT TERHADAP USA. Just because that US adopt those policy doesn't automatically make them correct. By implying that US is always correct, you are saying that us Asian are always inferior in their thoughts. Think about it carefully.
I understand your frustration on Proton but please use more logic when making comments.
well said tracks.
DooDoo and Tracks, both of you got your own points and I am pretty sure both of you are right depend on the circumstances.
I am not an engineer, but in term of safety. It is entirely depend on the safety features available in the design of the building. UK have one of the highest standard and requirement in term of health and safety on workplace and they enforce it quite strict. I don't mean our country regulations on this matter is lower standard, but most of the time is lack of enforcement. From my observation, I can fairly say the following: –
1. As a general rule for office space is 100 sq ft allocated for 1 person. This means if the office got 20 staffs, they need 2,000 sq ft office space.
2. For hypermarket like Tesco, they need more walking space and the most of this can easily accommodate 3 trolley side by side to reduce stress and jam to customers.
And in the above illustration, there are hardly a staff at office or customer at hypermarket bang/clash into office table, equipment or rack displaying products! This is consider "crammed place".
But look at the factory picture above, perhaps there are allowance for 1 worker for 200 sq. ft. factory floor available. Of course the design of the factory in respect to safety and health is just like in office or hypermarket environment where all factor pertaining to safety already take into consideration that without safety helmet or other, the risk is practically non-existence except in the case of negligence or careless. I means they have high standard for health and safety.
Look at their floor, as clean as any office floor, not like Ah Beng workshop, 1,500 sq ft but strewn with all kind of unwanted parts and the black oil/dust/soil as thick as 10 mm to 20 mm (in some cases).
I pandang tinggi kat US cause I graduated there, so everything pro US(joking), just that I'm freaking poor, so have to come back to this place, where we've got world class equipments, facilities and shit, but sad to say third world mentality.
Tracks, I was just giving examples based on what you've said. Drop something, hit the head on moving parts, or parts droping on head like durians izit? Same thing like phone exploding or your mate kicked you in the nuts. The chances are similar.
Oklah, my lecturer always say, you know why no helmets? The bloody helmet is too darn big, you might scratch the properly primed or painted surface, crack the windshield, the QC guys also cannot fit into the car, or hide cracks in it. It is up to the Union, so we're just merely giving comments. Tell you what, before commissioning of my future factory, I give you a ring ok! I need a safety expert!
I'm not saying that Asians are inferior in thoughts or anything like that , you did. Don't simply make assumptions just because aku pro US. Asia produce quality products too. I've got a set of "snap-on" tools from China and they're brilliant!!!!
Pemandu Honda, ok, I admit, I don't really know much about TM plant, but the reason VW WAS interested sebab the distribution channels and future global expansion. Not solely 'bout the factory. U think they donno how to set up a proper factory with their $$ izit!
U guys (you know who you are) are boasting you know this and that, did research and stuffs like that, but just to let you "pros" know some "inside stuff". (FYI lagi) Do you know that at that time I graduated (not disclosing when), no one, I mean no one could even design a single barrel down-draught carburettor from scratch. I did not believe this at first, but damn the facts were real. We've got lots of people who could modify one though( saya pun boleh), and Millions of other things. Sikit sudah improve i must say, but it is frustrating that I can't print it out, such as things about the Campro engine, the control module, fuel piping, fabrics, plastics ..etc. So I'm keeping quiet and following the "band wagon"..Malaysia BOLEH! Proton BOLEH!
Hey I jaguh kampung also , so no discrimination ok!
Eh, there are newer post, go and disturb the peace over there!
Case closed! DoODoO signing out!
you are missing the point doodoo, you seem to be treating this very "personally".
We are here to discuss topics in a mature manner(or at least Paul hopes everyday that we do that). It is by no means, a personal attack on you at all.
All I am saying is, to get the best out of any discussion, we should look at all the facts available. Unfortunately, you seem to be very upset at the whole thing. I'm sure tracks and certainly myself had no other motives other than to bring up as many points available, and make a fair comment on the topic.
now now guys let's not get this thread locked like what happened in the Proton UK sales story.
protonGL you got me thinking there. The new Beetle is based on the Golf IV platform whereas the mini doesn't seem to share platforms with any other models. I'm wondering how much that affects the costs.
Let me make it picture clearer. Refer to picture no. 7 from the top, you notice that the workers are working on a cars suspended at the head level. From the picture, the workers are probably fasting the mounting using nuts and therefore the possibility of dropping them. All the while in this topic I mentioned "The workers weren’t wearing helmets when they are working on car suspended at head level", No doubt the cars are reasonably secured but the are suspended at head level on rails if you had failed to notice" and "The cars would always be travelling above the workers head therefore the risk is always there". I am only concern that about the workers working in that area and not those working at the floor level.
To Joe Ooi, your comments was fair but I had to point out something. Although it seem that floor space is available sufficient, headroom or head clearance was very limited and therefore the concern. Besides that, the TGM plant is also generally very clean, neat and tidy with the proper lighting as well. Too bad it's a world class plant that is just under utilised at the moment.
To DooDoo, you said "my lecturer always say, you know why no helmets? The bloody helmet is too darn big, you might scratch the properly primed or painted surface, crack the windshield, the QC guys also cannot fit into the car, or hide cracks in it". Unless you are over nine feet tall or you have a neck of a giraffe, how are going to crack the windscreen when the car is suspended so high up. And don't tell me customers would inspection the under-carriage of car to look for scratches to the paint work. Furthermore, do you think QC guys will get into the cars while it is hanging up there too do inspection. That's why the QC guy don't need to wear a helmet. Please use more LOGIC again for a being supposingly a learned person.
Besides that DooDoo, when making remark or comments don't make it personal. Your comment, "Same thing like phone exploding or your mate kicked you in the nuts". Never use "you" as it becomes personal and will offend others especially when giving stupid examples. Learn to speak in a more general manner and have more manners.
One final thing, for your comment "Eh, there are newer post, go and disturb the peace over there!", please understand that we are an individual and disagreement will always happen. Your comment would be similar to asking the opposition to moved to another country just because you disagree with them. Therefore, don't think it would be so easy to get the case close. Peace comes from within. You will never be happy unless you are at peace with yourself. We are all learning along the way as we get older.
tbcheese: I don't think the MINI shares platform with anyone, but the engine (Prince engine family) is shared with the Peugeot 207. The MINI Cooper S and the upcoming Peugoet 207 GTI will be using the same engine. The current 207 GT uses the same engine too, but slightly detuned, lower boost or something. A 1.4 liter Prince has already been used in the Peugeot 307, and will likely find it's way into the new 2nd gen MINI One.
Nice to see them adding new engine options to it.
I just had a look at the VW and Mini UK sites and the MRSP for the Mini One and the VW New Beetle 1.6 are nearly the same. I didn't go through the full equipment list but they are reasonably similar. So sharing platforms didn't seem to do the Beetle much good.
Mini looks better and from what's being said drives better too. My vote is with the Mini.
Tracks said,"…….headroom or head clearance was very limited and therefore the concern."
———–
I don't see this is the case as the design of assembly line is to allow sufficient space or ideal high to carry out their assembly activities efficiently. This is because in term of factory high, normaly the roof level for warehouse or factory is 3 storey high (approximately 10 M). So there is plenty of room in term of high!
Another point to raise up here is about wearing helmet. In the event the MINI fall off from the assembly line and hit worker, there is no way the helmet can absorb or minimize the impact. This is because the design of the safety helmet is to withstand small object only like bricks. Car, normally around 1 tonne in no way the helmet can protect the worker. Even the entire average human body (weight 65 KG) can't take such impact – "flatten like roti canai".
Anyway, hope someone, especially MINI worker from UK can post comment on their factory especially on safety aspects and why there is no requirement for helmet.
Tracks, I'm sad lah. You seemed to have such a good sight, do you notice that yellow line on the sides, those are also for safety, eg. 2 workers per unit etc., no one to stand underneath a moving vehicle until it has come to a complete halt and things like that. Talk so much no use. Many years ago, we were required to attend Industrial training in reputable car firms like the ones in PJ ( Ferrari for eg.) They lift the cars up to the top floor for storage and sending it down only for repairs. I was stationed somewhere else. The car hoist operation and safety, took them 1 day to explain to us. Wait for the safety mechanism to engage then only move underneath the vehicle. No one should enter the area during repairs. Tell U something, one guy -my senior(from another factory) had a problem with the safety gear , he resorted to disengage it, and continued with his work. It was alright for lighter cars. You know what? As what Joe Oii said, he was flattened like a roti canai. The car? A mica blue E36 M3. May he rest in peace!
It is all attitude and respect to machinaries. Studies have been made, for the workers safety and things like that.
Another thing is how do you expect one area of workers to wear helmets and not requiring others to do so.It is not easy when a large assembly plant is governed by Unions who demand this and that. When I said cracked windshield, it is when someone is moving alongside the vehicle. I saw this before, that's why Ai print it out. You are saying you're politically correct! Damn! Pakai otak sikit. How to crack a glass when you're underneath the vehicle.
When I say "you" i'm being polite. I should say "Tracks" dammit!
and please use LOGIC when you say customers don't check the undercarriage to look for scratches. Only MALAYSIANS or you don't do it. In US or UK or the rest of the world, prior to the acceptance of the vehicle, the owner has the right to check the whole darn vehicle even to the unpainted bolts. Damn sickening to reply to you.
FYI, The reply was directed to you. Not to everyone else. I love them!
(pemandu honda- points taken!)
Sudah raya lah, make peace!! NOT WAR!
tbcheese,
what i mean by stand alone mini or bugs, means that mini in its own way nobady shares with it like mini sedan mini station wagon (if they have one) , so does the bug(specificaly the old beetle) , its only a bug , not with combi, they have their own platform and their own styiling, people who own one simply looking beauty and the uniqueness of it (i think) , my view is more the design side ,not the way how they construct it. the idea is that mini is sooo unique and lives on..
protonGL
cheers
more………
mini is stand alone model just like the bug (beetle) . so much variant to play on this single model makes it interesting
—————————————————-
variants on single model, means mini on mini, just whats on paul's snap shots there.
nite………
It's tiring to repeat myself over and over again but I had to make it clear. A quote from my previous post.
"All the while in this topic I mentioned “The workers weren’t wearing helmets when they are working on car suspended at head levelâ€, No doubt the cars are reasonably secured but the are suspended at head level on rails if you had failed to notice†and “The cars would always be travelling above the workers head therefore the risk is always thereâ€. I am only concern that about the workers working in that area and not those working at the floor level."
Dear Joe Ooi, when I said "Although it seem that floor space is available sufficient, headroom or head clearance was very limited and therefore the concern", I was referring picture no. 7 from the top, you notice that the workers are working on a cars suspended at the head level and therefore the posibility of sustaining Head Injuries. Of course other station was not a concern since nothing is suspended at the head level requiring to wear head protection.
About the car falling down and crushing the worker below, it suprise me that you comment as such. I didn't mention about cars falling down crushing the worker because it is highly unlikely and furthermore, no amount of body armour worn, if any, is going to save the victim. Just like in the case of a motorcyclist, he wears a helmet for head protection only and not anything else. I don't think I need further explantion on what would or could happen to him in a event of a crash.
Dear DooDoo, had to come back after signing off so easily. You said "Only MALAYSIANS or you don’t do it. In US or UK or the rest of the world, prior to the acceptance of the vehicle, the owner has the right to check the whole darn vehicle even to the unpainted bolts."
Perhaps you are not a Malaysian but I certainly am. When I said "And don’t tell me customers would inspection the under-carriage of car to look for scratches to the paint work.", I am talking about the general car buyer and not most of us the wise one. If you conduct a survey among new car buyers, you notice that majority of them don't inspect the under carriage except for 2nd Hand car buyers. Just because they have the right to do so doesn't mean that they will inspect it. Just like most of us had a brain but not all of us would use it at all the times. We do make mistakes now and then. In the future, I would make clearer when making a general statement that is not directed to most of us the wise one.
Yeah one more thing DooDoo, if you are sick of replying to me than don't since you chose to sign-off earlier. My advice to you is stay away, take a rest and enjoy your holiday for your health sake.
Ah ok I get what you mean now protonGL. Whenever I see a well-maintained old bug or mini it really catches my attention.
O' wise one, I wouldn't inspect the undercarriage even if i have the right to do so, oooo, i have brainz, i use it all the time. But props to you for admitting that you won't do it (am I right?).
We're not as wise of a geezer as you are. Need rest as you put it, need to crawl underneath the camper van to search for scratches. Oooo, my back hurts!
Back to my holiday.
Oh sick DooDoo. So sick that you are now avoiding the issue that started the conflict which is the use of safety helmet to protect the head. Now, your are just picking on the other points I mentioned and avoiding my comments regarding your understanding on the use of safety helmet in an area whereby there are objects suspended at head level. You certainly have not demonstrated that you have use your brain all the time by avoiding the subject so don't go telling that you do.
Your are definitely wrong to assume that I don't check the under carriage. When I inspect something, I tend to be very thorough at it. But then again, you don't know me. I am also tired of re-quoting myself since you cannot read or understand properly.
Take a good rest so that you could recover from your apparent sickness, backache & all. Happy holidays.
Stunning.
Hi, I work in the Mini Plant at Oxford for many years.
The Mini is a great little car with a BIG personality.
It's nice to hear such great comments from around the world!
Sincerely,
Colin ^_^